

iR - oR - tR
Introduction
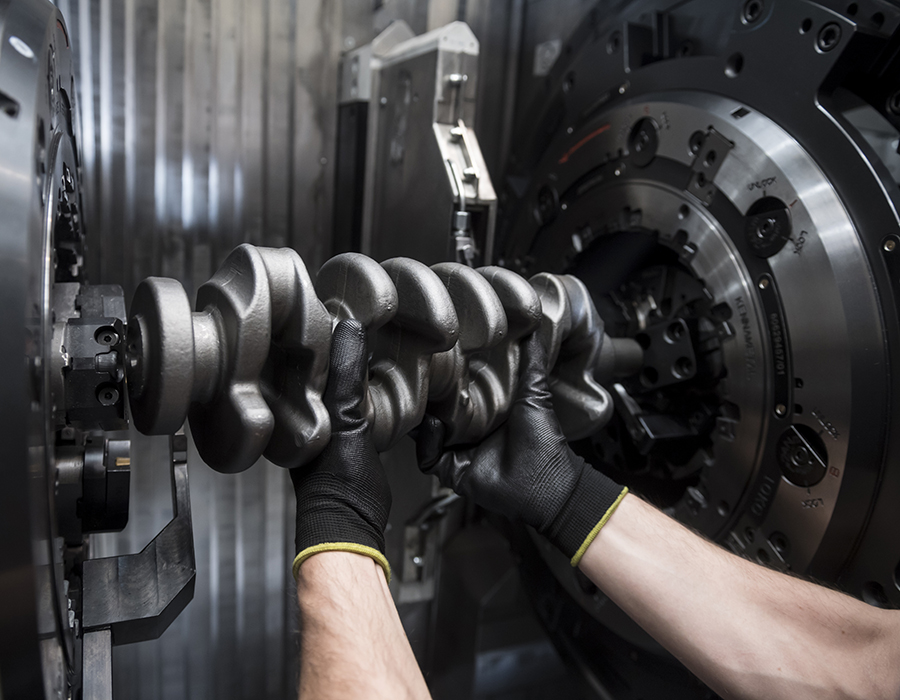
The iR series of machines have been developed applying extensive know-how of high productivity systems for steel and cast iron crankshafts and camshafts.
Based on a milling center configuration and our experience with the XFlex series, it is equipped with 2 sliding NC controlled workpiece driving spindles, a NC independent steady rest and 2 internal milling tool spindles, offering extra capabilities and flexibility.
Thanks to its modularity, it is prepared to be retooled into an external milling machine or a turn / turn-broach machine.
Our unique configuration allows for an increased machine stiffness, improved chip shedding, and a safe and easy access for maintenance.
- High level of modularity between ID, OD and TTB.
- 2 sliding NC controlled workpiece drive spindles. Electronic spring to control force between centers.
- Standard out off the shelf pull-down and compensating clamping chucks, with fixed centers. Fully sealed and low maintenance.
- Highest stiffness of workpiece spindles, due to reduced overhang length from chuck face to guiding.
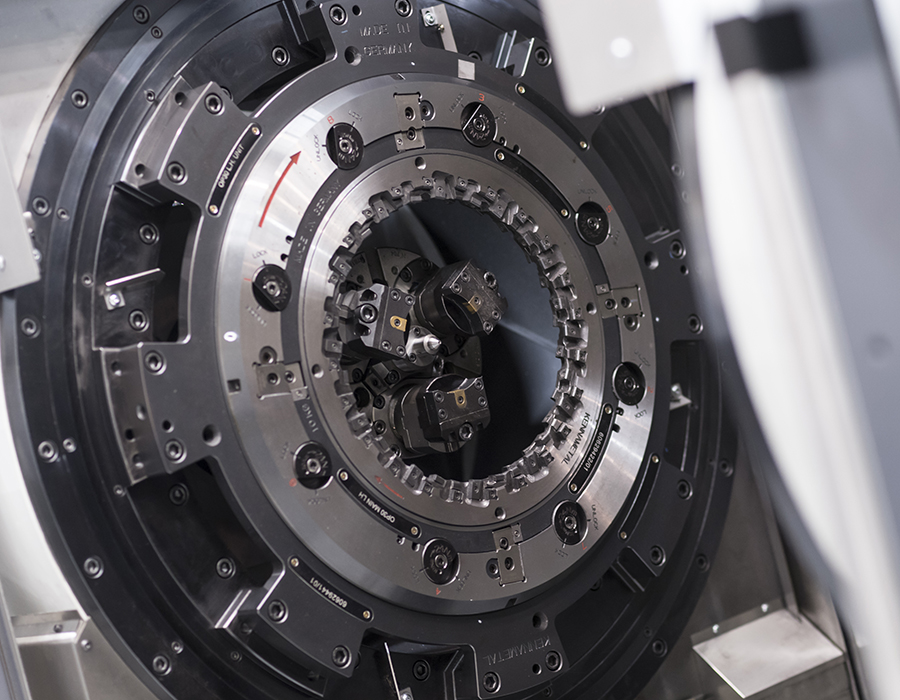
- Highest stiffness of tool spindles, due to bigger bearings.
- Low maintenance components, as the Direct Drive motors for workpiece spindles.
- Design focused on favoring chip shedding.
- Ergonomic design for tool change and maintenance activities.
- 9 axes machine: 7 linear axes provided with linear scales and 2 rotary axes equipped with direct angular encoders.
- Workpiece Direct Drive by torque-motors.
- Tool drive by Main spindle motors, with speed full range adjust thru electronic driver.
- Fixed centers in both chucks with no hydraulic sliding and chip build-up.
- Steady-rest NC controlled in an independent slide.
- Part settling control.
- Increased stiffness of the machine configuration.
- RFID of ID tools.
- Unobstructed chip shedding designed for dry machining.
- Totally sealed stainless steel front guarding with no horizontal surfaces.
- Honeycomb bed design so chips fall directly to the conveyor.
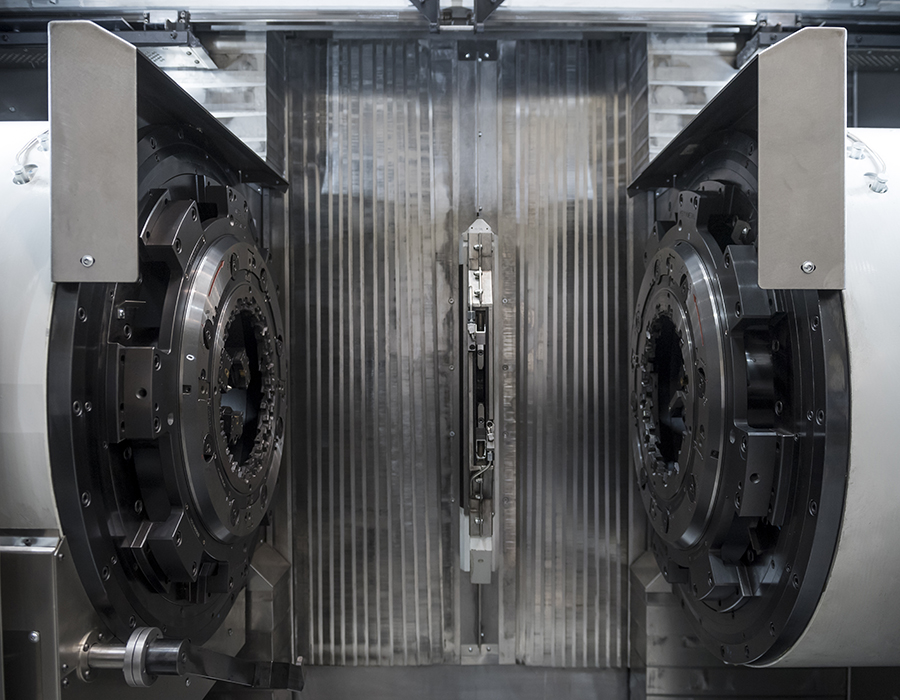
Machine architecture

Machining units
- 2 NC controlled workpiece units (W1, W2).
- 1 NC controlled independent steady rest (W3).
- 2 NC controlled tool spindle units (Z1/X1, Z2/X2), equipped with S1/S2 milling spindles.
- Reduced overhang distance from chuck face to front bearing and its guiding on the column.
Fixture
- 1 part per fixture.
- Rotary axes: synchronized C1 / C2.
- Part pre-locators, according to the geometry of Flange and Post-end:
a) Rotating pre-locators, fixed to the chuck.
b) Retractable pre-locators, for improved chip shedding.
Options
- D tool monitoring for single insert breakage detection.
- Vibration monitoring.
- Tool temperature monitoring.
- Spindles main bearings temperature monitoring.
- Torque-motors temperature monitoring.
-
1 Machining units
- 2 NC controlled workpiece units (W1, W2).
- 1 NC controlled independent steady rest (W3).
- 2 NC controlled tool spindle units (Z1/X1, Z2/X2), equipped with S1/S2 milling spindles.
- Reduced overhang distance from chuck face to front bearing and its guiding on the column.
-
2 Fixture
- 1 part per fixture.
- Rotary axes: synchronized C1 / C2.
- Part pre-locators, according to the geometry of Flange and Post-end:
a) Rotating pre-locators, fixed to the chuck.
b) Retractable pre-locators, for improved chip shedding.
-
3 Options
- D tool monitoring for single insert breakage detection.
- Vibration monitoring.
- Tool temperature monitoring.
- Spindles main bearings temperature monitoring.
- Torque-motors temperature monitoring.
Gallery


Related
applications

Crankshaft
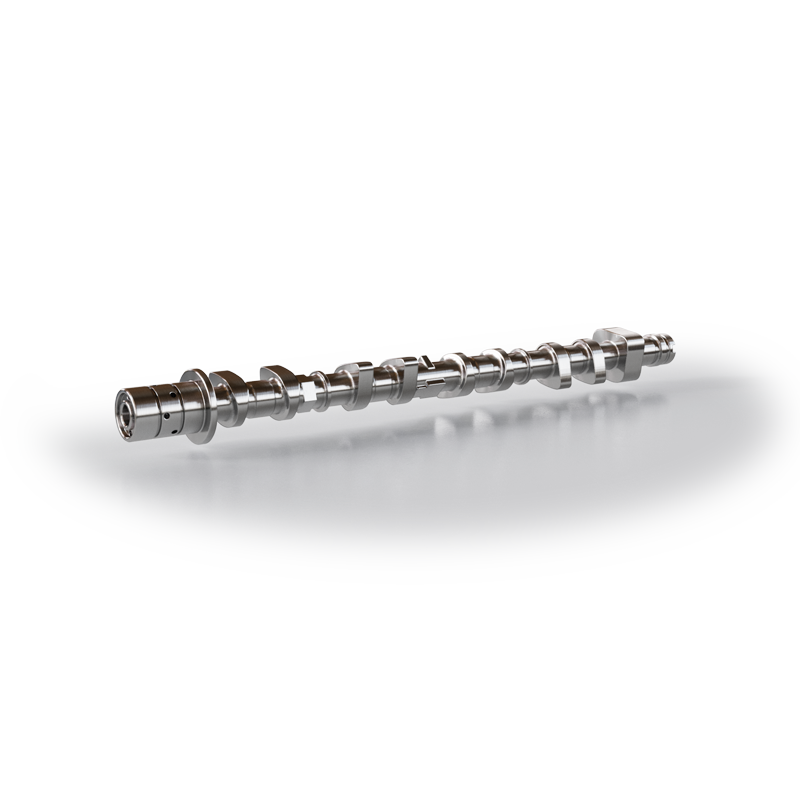
Camshaft
Related
products

oR
Our external milling machine configuration.

tR
Our turn turn broach machine configuration.
We can help you with the manufacturing process of many other applications
