

tR
我们的车拉机床配置。
Introduction
tR系列的开发利用了大量的专有技术,这些技术来自钢、铸铁和铝制零件的高生产率系统。
tR系列基于一个铣削中心配置和我们开发Xflex系列的经验,配有2个滑动式数控工件驱动主轴,一个独立的数控固定中心架和2个TTB刀具主轴,带来了额外的功能和灵活性。
得益于模块化,它可以被改造成一台内铣机床或一台外铣机床。
我们独特的配置提高了机床的刚度,改善了切屑脱落,并使得维护既方便又安全。
- ID内铣、OD外铣和TTB车车拉之间的高度模块化。
- 2个滑动式数控工件驱动主轴。电子弹簧控制中心之间的力。
- 标配现成的下拉式和补偿夹头,具有可伸缩卡爪和固定的中心。完全密封,低维护。
- 由于从夹头面到导向面的伸出长度减小,工件主轴拥有最高的刚度。
- 得益于更大的轴承,刀具主轴拥有最高的刚度。
- 自动化刀具夹紧。
- 低维护部件,工件主轴使用直接驱动电机。
- 侧重于帮助切屑脱落的设计。
- 刀具更换和维护活动的设计符合人体工程学。
- 9轴机床:7个线性轴配有光栅尺,2个旋转轴用于刀具转位。
- 工件直接由高速力矩电机驱动。
- 两个夹头的中心固定,没有液压滑动和切屑堆积。
- 数控固定中心架位于一个独立的滑板上面。
- 通过自动强力拉杆实现刀具装夹。
- 零件和刀具固定控制。
- 刀具高精度转位由伺服电机驱动,快速锁定系统用于硬车削工序。
- 机床结构的刚度增加。
- TTB刀具的无线射频识别。
- 较大的ASA圆锥体和增加的端面支撑提高了刀具主轴的刚度。
- 专用于干式加工的切屑无障碍脱落设计。
- 全密封不锈钢前防护罩,无水平表面。
- 蜂窝床身设计,以便切屑直接掉落到传送带上。
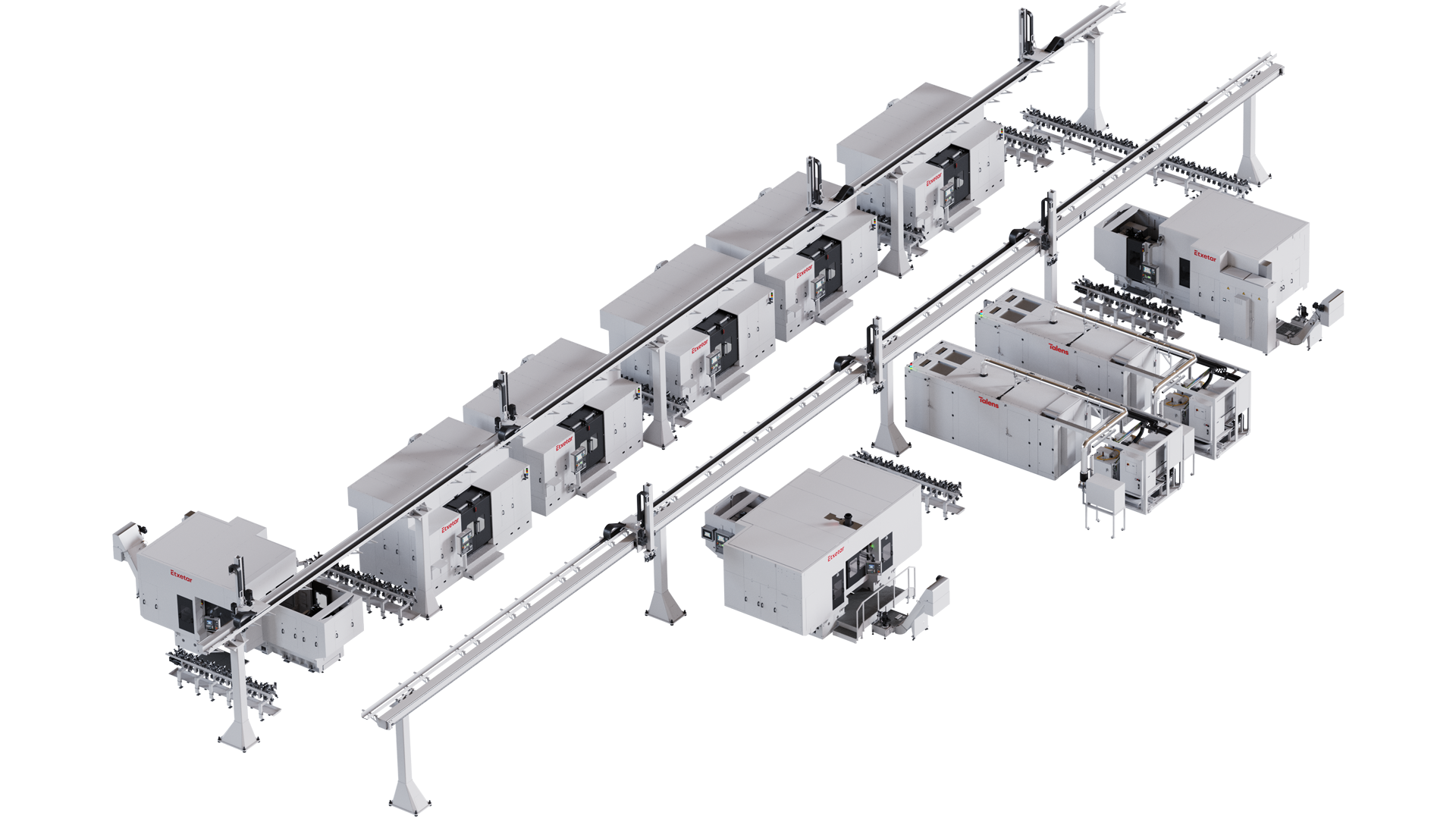
Machine architecture

加工单元
- 2个数控的工件单元(W1,W2)。
- 1个数控的独立中心架(W3)。
- 2个装有Q1-Q2车削/C3-C4车拉主轴的数控的刀具单元(Z1/X1,Z2/X2)。
- 减少了从夹盘面到前轴承的悬伸距离,且在立柱上导向。
夹具
- 每个夹具1个工件。
- 旋转轴:同步的C1/C2。
- 根据曲轴法兰端和小端的几何形状设计的工件预定位器:
a) 旋转式预定位器,固定在夹盘上。
b) 固定的预定位器,固定在工件主轴箱上。
c) 可退回的预定位器,以改善切屑脱落。
选项
- TTB刀具检测,以检查单刀片破损。
- 振动监测。
- 刀具温度监测。
- 主轴主轴承温度监测。
- 扭矩电机温度监测。
1
2
3
-
1 加工单元
- 2个数控的工件单元(W1,W2)。
- 1个数控的独立中心架(W3)。
- 2个装有Q1-Q2车削/C3-C4车拉主轴的数控的刀具单元(Z1/X1,Z2/X2)。
- 减少了从夹盘面到前轴承的悬伸距离,且在立柱上导向。
-
2 夹具
- 每个夹具1个工件。
- 旋转轴:同步的C1/C2。
- 根据曲轴法兰端和小端的几何形状设计的工件预定位器:
a) 旋转式预定位器,固定在夹盘上。
b) 固定的预定位器,固定在工件主轴箱上。
c) 可退回的预定位器,以改善切屑脱落。
-
3 选项
- TTB刀具检测,以检查单刀片破损。
- 振动监测。
- 刀具温度监测。
- 主轴主轴承温度监测。
- 扭矩电机温度监测。
相关
应用

曲轴
凸轮轴
相关
产品

iR - oR - tR
我们的内铣机床配置。
曲轴加工线
交钥匙粗加工线包含CNC、轴颈粗加工和激光淬火。
我们可以帮助您开发许多其他应用的制造工艺
