

曲轴轴颈铣削与车削解决方案
针对曲轴和凸轮轴加工的模块化解决方案,结合铣削与车削技术,以提升生产效率和工艺灵活性。
Introduction
iR/oR/tR 系列专为在严苛工业环境中实现曲轴和凸轮轴的高效加工而开发。
该机床基于高刚性的铣削中心架构,集成先进主轴技术、高结构刚性以及优化的排屑设计,确保稳定可靠的加工性能。
凭借模块化配置,可适应不同加工方案,在不影响生产效率的前提下提供灵活性。
- 高刚性结构,确保稳定且高精度的加工性能
- 灵活配置,适用于内加工、外加工或组合加工工艺
- 优化排屑设计,提高工艺可靠性
- 高性能主轴设计,满足高要求加工需求
- 结构简化且坚固,降低维护需求
- 人性化设计,便于接近和换刀
- 9轴机床:7个直线轴配备光栅尺,2个旋转轴配备直连编码器
- 工件主轴采用直驱力矩电机(Direct Drive)
- 主轴电机具备全电子速度控制
- 固定顶尖设计,避免液压滑移和切屑堆积
- 独立数控控制的中心架
- 集成工件稳定控制系统
- RFID刀具识别系统
- 优化排屑设计,适用于干式加工
- 全封闭不锈钢防护
- 蜂窝结构床身设计,实现高效排屑
Highlights
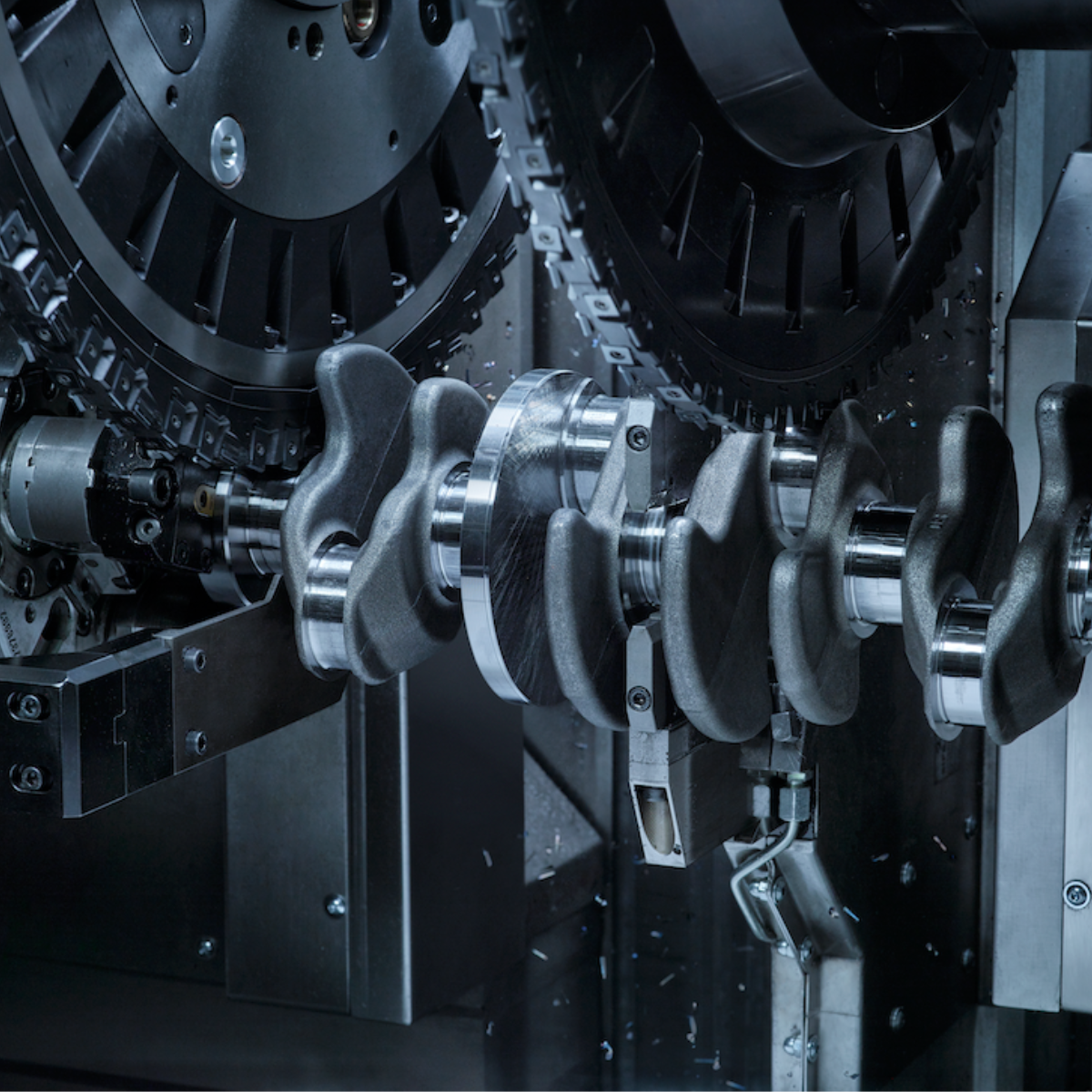
高刚性加工架构
机床采用高刚性结构与优化的主轴配置,在重负荷加工过程中 обеспечивает максимальную стабильность и刚性。
专为在曲轴和凸轮轴的高要求生产中保持高精度与稳定性能而设计。
Highlights
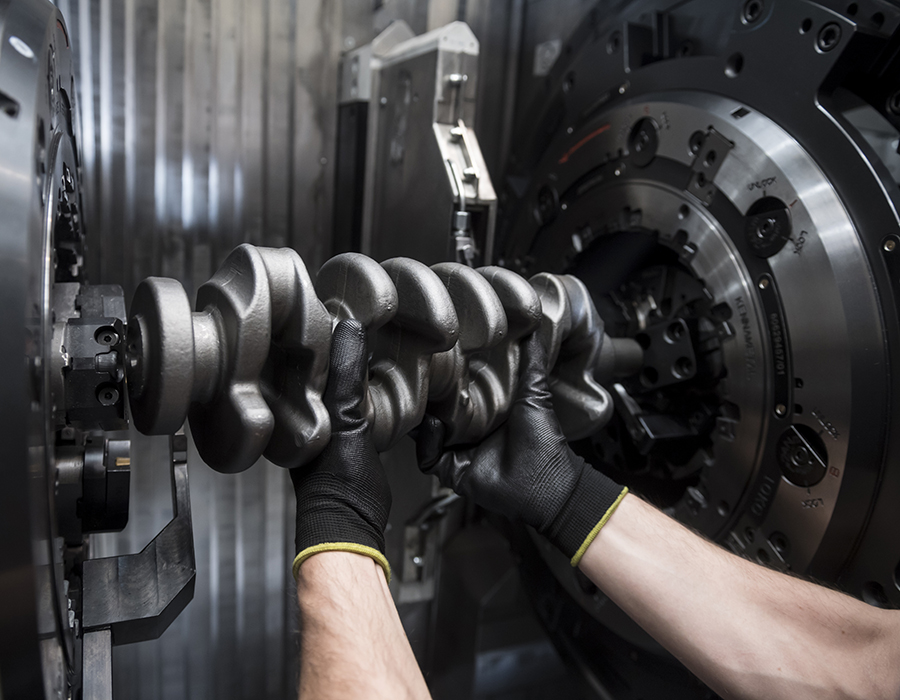
灵活的机床配置
模块化配置使机床可适用于内铣、外铣或车削与拉削等组合加工工艺。
该平台具备高度灵活性,可满足不同生产需求,同时保证工艺效率。

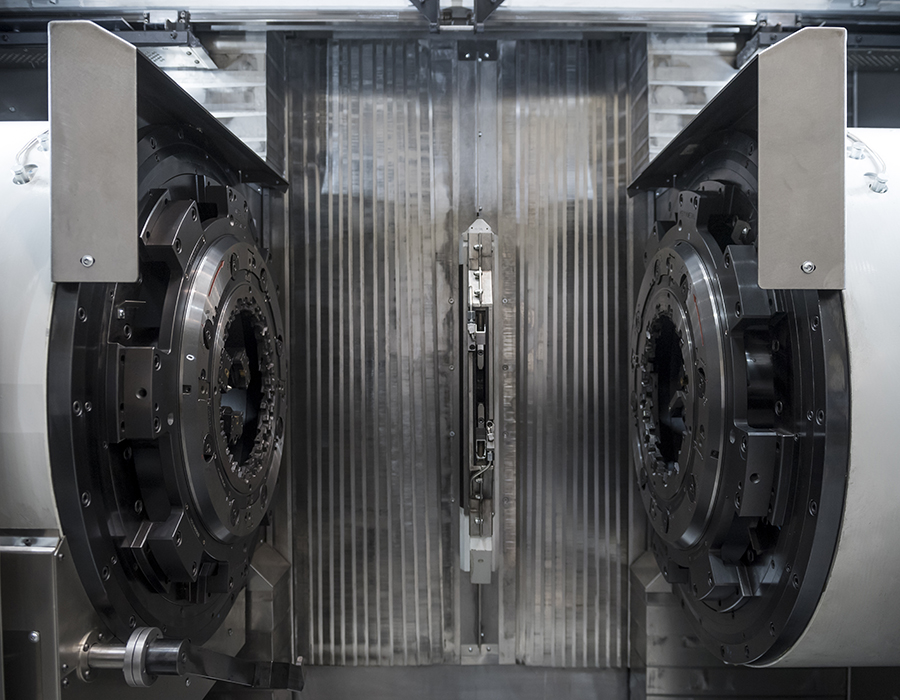
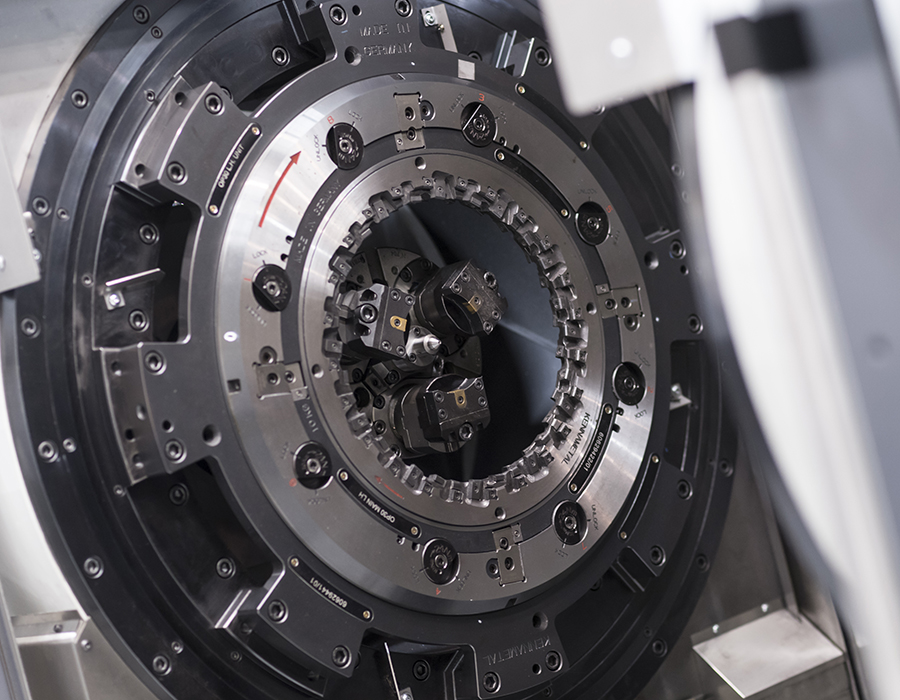
Machine architecture

加工单元
- 2个数控的工件单元(W1,W2)。
- 1个数控的独立中心架(W3)。
- 2个装有S1/S2铣削主轴的数控刀具主轴单元(Z1/X1,Z2/X2)。
- 减少了从夹盘面到前轴承的悬伸距离,且在立柱上导向。
夹具
- 每个夹具1个工件。
- 旋转轴:同步的C1/C2。
- 根据曲轴法兰端和小端的几何形状设计的工件预定位器:
a) 旋转式预定位器,固定在夹盘上。
b) 可退回的预定位器,以改善切屑脱落。
选项
- ID刀具检测,以检查单刀片破损。
- 振动监测。
- 刀具温度监测。
- 主轴主轴承温度监测。
- 扭矩电机温度监测。
1
2
3
-
1 加工单元
- 2个数控的工件单元(W1,W2)。
- 1个数控的独立中心架(W3)。
- 2个装有S1/S2铣削主轴的数控刀具主轴单元(Z1/X1,Z2/X2)。
- 减少了从夹盘面到前轴承的悬伸距离,且在立柱上导向。
-
2 夹具
- 每个夹具1个工件。
- 旋转轴:同步的C1/C2。
- 根据曲轴法兰端和小端的几何形状设计的工件预定位器:
a) 旋转式预定位器,固定在夹盘上。
b) 可退回的预定位器,以改善切屑脱落。
-
3 选项
- ID刀具检测,以检查单刀片破损。
- 振动监测。
- 刀具温度监测。
- 主轴主轴承温度监测。
- 扭矩电机温度监测。
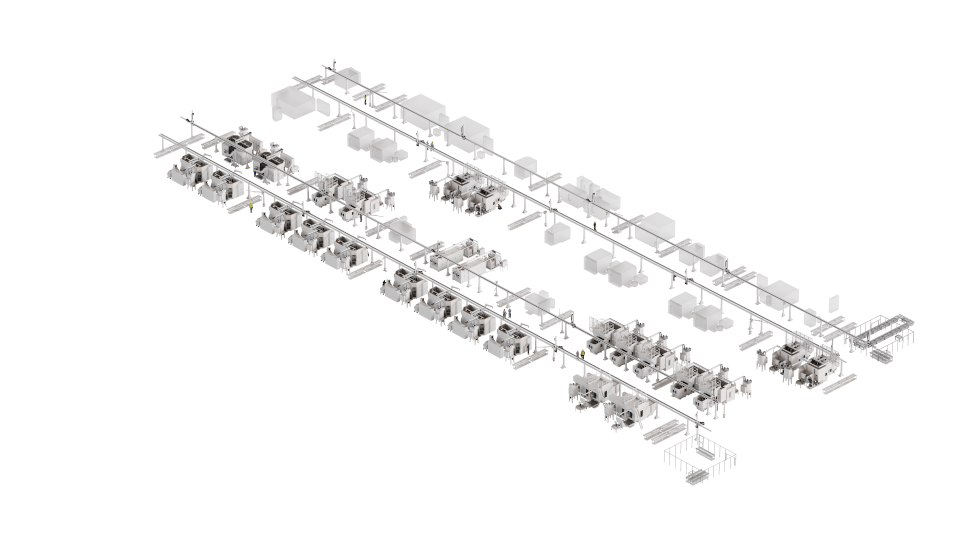
Turnkey solution
Designed for turnkey machining lines
Gallery


相关
应用

曲轴
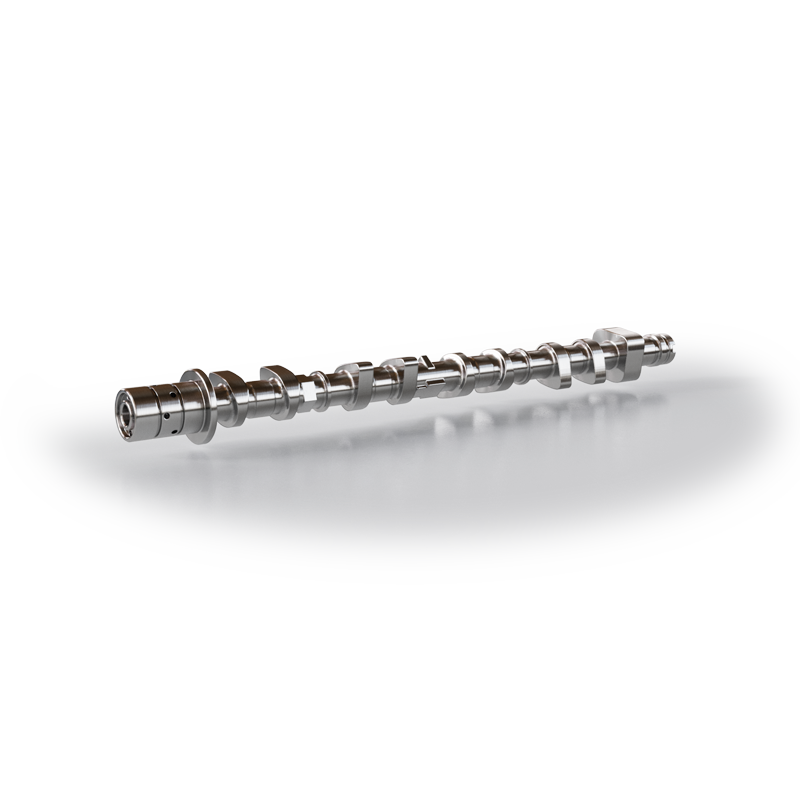
凸轮轴
机型
变体
iR – 内铣配置
适用于内铣加工工艺,确保曲轴和凸轮轴加工的高精度与稳定性。

oR – 外铣配置
针对外铣加工优化设计,在高负荷加工中实现高生产效率与稳定性能。

tR – 车削与拉削配置
结合车削与拉削工艺,适用于复杂几何结构加工,确保高精度与高效去除材料。
我们可以帮助您开发许多其他应用的制造工艺
