

tR
Introduction
La serie tR se ha desarrollado gracias a la aplicación de un exhaustivo saber hacer de sistemas de alta producción para cigüeñales y árboles de levas de acero y hierro fundido.
Basada en una configuración de centro de fresado y en nuestra experiencia con la serie Xflex, está equipada con dos husillos deslizantes de accionamiento de pieza controlados por CN, una luneta independiente CN y dos husillos de herramienta de Torneado Brochado que ofrecen capacidades adicionales y flexibilidad.
Su carácter modular le permite estar preparada para ser transformada en una máquina de fresado interno o externo.
Nuestra exclusiva configuración permite una mayor rigidez en la máquina, una mejor evacuación de virutas y un acceso seguro y sencillo para las tareas de mantenimiento.
- Alto nivel de modularidad entre el fresado externo, fresado externo, y el torneado brochado.
- 2 husillos deslizantes de accionamiento de pieza controlados por CN. Solución mecatrónica para controlar la fuerza entre los puntos.
- Platos de amarre de pieza estándar con garras retráctiles y puntos fijos. Totalmente sellado y escaso mantenimiento.
- Mayor rigidez de los husillos portapiezas debido a una reducción del voladizo desde la cara del plato hasta la guía.
- Mayor rigidez de los husillos portaherramientas gracias a rodamientos más grandes.
- Sujeción de herramienta automática.
- Componentes con menos mantenimiento gracias al accionamiento directo para los husillos.
- Diseño centrado en favorecer la evacuación de virutas.
- Diseño ergonómico para el cambio de herramientas y actividades de mantenimiento.
- Máquina de 9 ejes: 7 ejes lineales que cuentan con reglas ópticas y 2 ejes rotatorios equipados con encoders directos.
- Accionamiento directo de pieza por motor torque.
- Accionamiento de la herramienta mediante motores de velocidad ajustable a través del accionamiento eléctrico.
- Puntos fijos en ambos platos sin desplazamiento hidráulico ni acumulación de virutas.
- Luneta fija independiente con control CN.
- Control del asentamiento de las piezas.
- Mayor rigidez en la configuración de la máquina.
- RFID de las herramienta TTB.
- Evacuación de virutas sin obstáculo diseñado para el mecanizado en seco.
- Protección frontal totalmente sellada con acero inoxidable sin superficies horizontales.
- Bancada diseñada para caida libre de viruta sobre el transportador de viruta.
Machine architecture

Unidades de mecanizado
- 2 unidades Portapieza con control numérico (W1, W2).
- 1 luneta independiente con control numérico (W3).
- 2 unidades Portaherramientas con control numérico (Z1/X1, Z2/X2), equipadas con husillos de torneado Q1-Q2 / torneado-brochado C3-C4.
- Reducción de la distancia del saliente desde la cara del plato de amarre hasta el rodamiento delantero y su guía en la columna.
Dispositivo de sujeción
- 1 pieza por útil de sujeción.
- Ejes giratorios: sincronizados C1 / C2.
- Prelocalizadores de piezas, según la geometría de la brida y de la espiga:
a) Prelocalizadores giratorios fijados al plato de amarre.
b) Prelocalizadores estacionarios fijados a las cabezales de las piezas de trabajo.
c) Prelocalizadores retráctiles para mejorar la salida de la virutas.
Opciones
- Monitorización de herramientas TTB para detectar la rotura de plaquitas individuales.
- Monitorización de vibraciones.
- Monitorización de la temperatura de la herramienta.
- Monitorización de la temperatura de los rodamientos principales de los husillos.
- Monitorización de la temperatura de los motores torque.
-
1 Unidades de mecanizado
- 2 unidades Portapieza con control numérico (W1, W2).
- 1 luneta independiente con control numérico (W3).
- 2 unidades Portaherramientas con control numérico (Z1/X1, Z2/X2), equipadas con husillos de torneado Q1-Q2 / torneado-brochado C3-C4.
- Reducción de la distancia del saliente desde la cara del plato de amarre hasta el rodamiento delantero y su guía en la columna.
-
2 Dispositivo de sujeción
- 1 pieza por útil de sujeción.
- Ejes giratorios: sincronizados C1 / C2.
- Prelocalizadores de piezas, según la geometría de la brida y de la espiga:
a) Prelocalizadores giratorios fijados al plato de amarre.
b) Prelocalizadores estacionarios fijados a las cabezales de las piezas de trabajo.
c) Prelocalizadores retráctiles para mejorar la salida de la virutas.
-
3 Opciones
- Monitorización de herramientas TTB para detectar la rotura de plaquitas individuales.
- Monitorización de vibraciones.
- Monitorización de la temperatura de la herramienta.
- Monitorización de la temperatura de los rodamientos principales de los husillos.
- Monitorización de la temperatura de los motores torque.
Aplicaciones
relacionadas

Cigüeñal
Árbol de levas
Productos
relacionados

iR - oR - tR
Configuración de máquina de fresado interno.
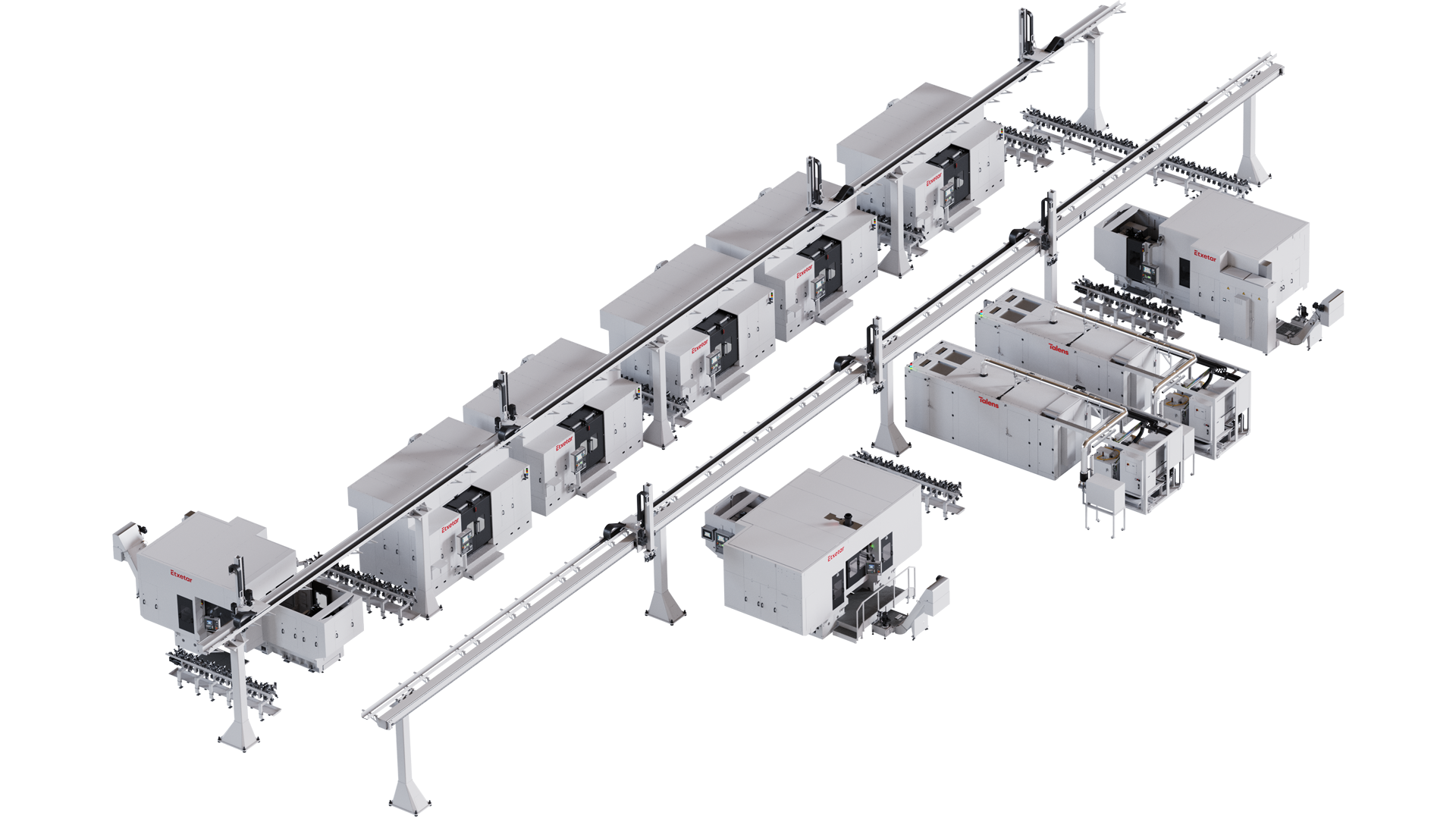
Línea de cigüeñales
Línea de desbaste llave en mano que incluye máquinas CNC, operaciones de desbaste y temple por láser.
Podemos ayudarle con el proceso de fabricación de muchas otras aplicaciones
