

Xflex – Flexible CNC-Bearbeitungslösungen
Introduction
Die Xflex-Serie basiert auf umfassendem Know-how in hochproduktiven Fertigungssystemen für Stahl-, Guss- und Aluminiumbauteile.
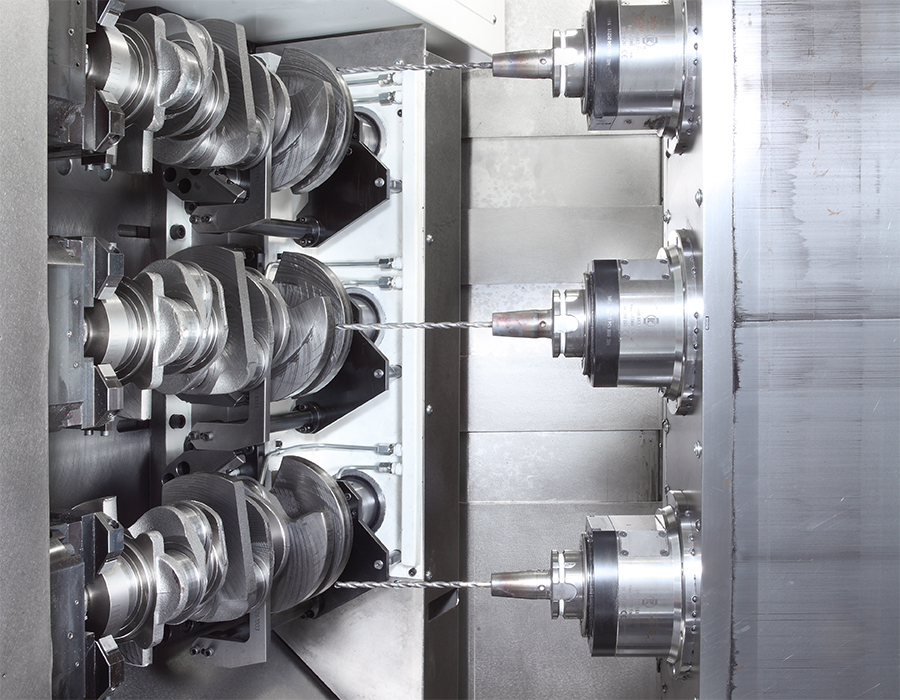
Von ihrer ursprünglichen Auslegung als Tiefbohrmaschine für Kurbelwellen bis hin zu ihrer heutigen Entwicklung als flexibles Bearbeitungszentrum für eine Vielzahl von Bauteilen und Anwendungen hat die Xflex-Serie eine bedeutende Transformation durchlaufen.
Dank ihres modularen Aufbaus gewährleisten diese Bearbeitungszentren maximale Stabilität und Flexibilität in hochproduktiven Fertigungsumgebungen.
Mit einem klaren Ziel: eine optimal auf jede spezifische Anwendung abgestimmte Maschine bereitzustellen.
- Hohe Anpassungsfähigkeit an unterschiedliche Produktionsanforderungen durch eine modulare Plattform mit mehreren Spindeln pro Bearbeitungseinheit und bis zu zwei gegenüberliegenden Einheiten. Unabhängige Z-Achse für Twin-Spindel-Konfigurationen verfügbar
- Mehrseitige Spannsysteme (Tombstone) für schnellen und effizienten Werkstückwechsel. Jede Seite kann einer bestimmten Bauteilfamilie zugeordnet werden, wodurch Be- und Entladevorgänge parallel zur Bearbeitung erfolgen können und die Anzahl der benötigten Maschinen reduziert wird
- Geeignet für Trockenbearbeitung, MQL oder Hochdruckkühlung
- Optimiertes Spänemanagement für einen stabilen Prozess
- Ergonomisches Design für Werkzeugwechsel und Wartung
- Geeignet für Beladung per Portal, Roboter oder manuell
- 4- oder 5-Achs-Bearbeitungszentrum mit Linearmaßstäben auf allen Linearachsen
- Werkzeugaufnahme HSK-63, HSK-80 oder HSK-100 (weitere auf Anfrage)
- Motorisierte oder konventionelle Spindel
- Kettenmagazin mit 24 oder 36 Werkzeugen, erweiterbar
- Systeme zur Werkzeugbrucherkennung (Laser, mechanische Prüfung, Überwachung usw.)
- Werkzeuganwesenheitskontrolle an der Übergabeposition zwischen Spindel und Magazin
- Optimierte Späneabfuhr für MQL-Bearbeitung
- Vollständig geschlossene Edelstahl-Frontverkleidung ohne horizontale Flächen
- Wabenförmiges Maschinenbett für direkten Späneabtransport zum Förderer
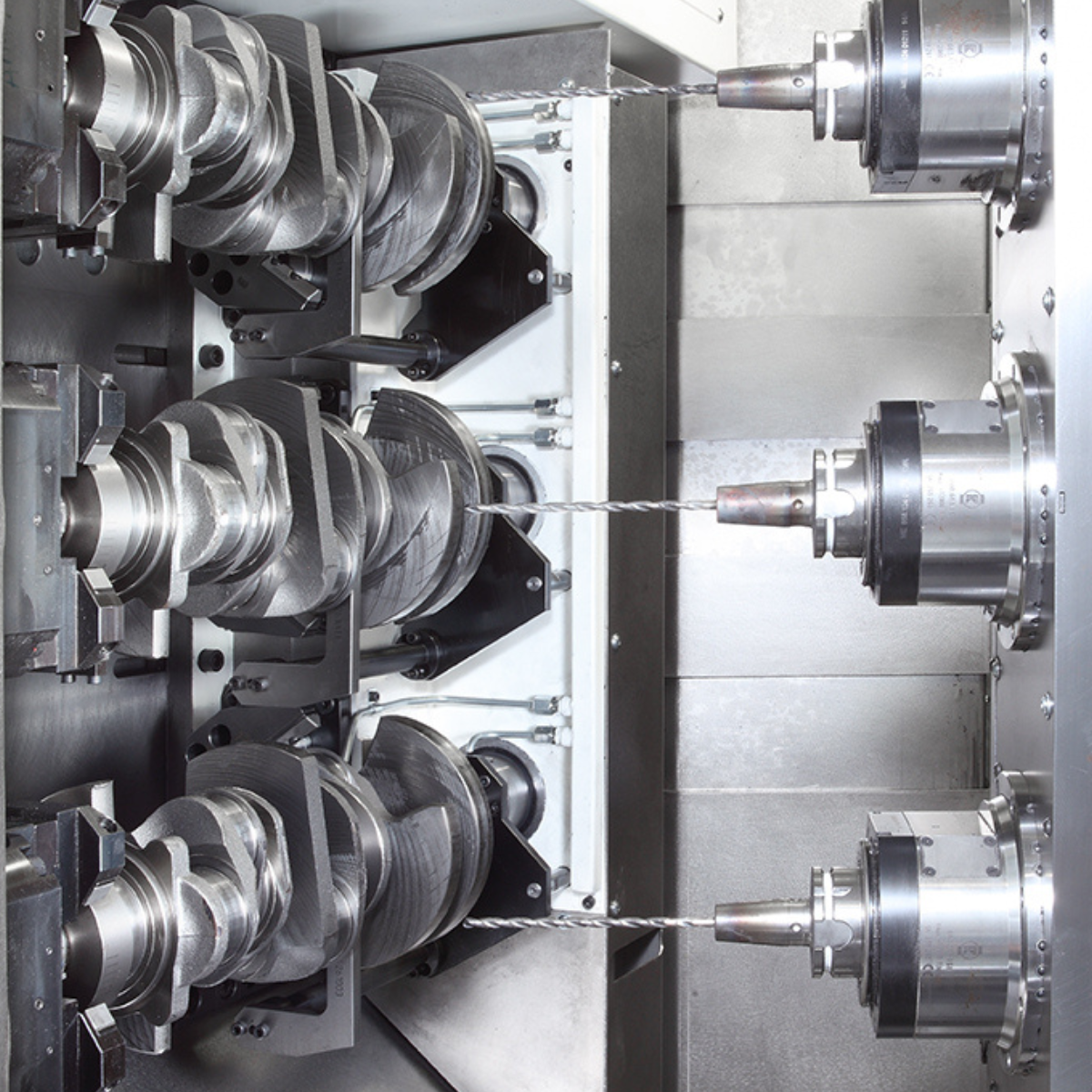
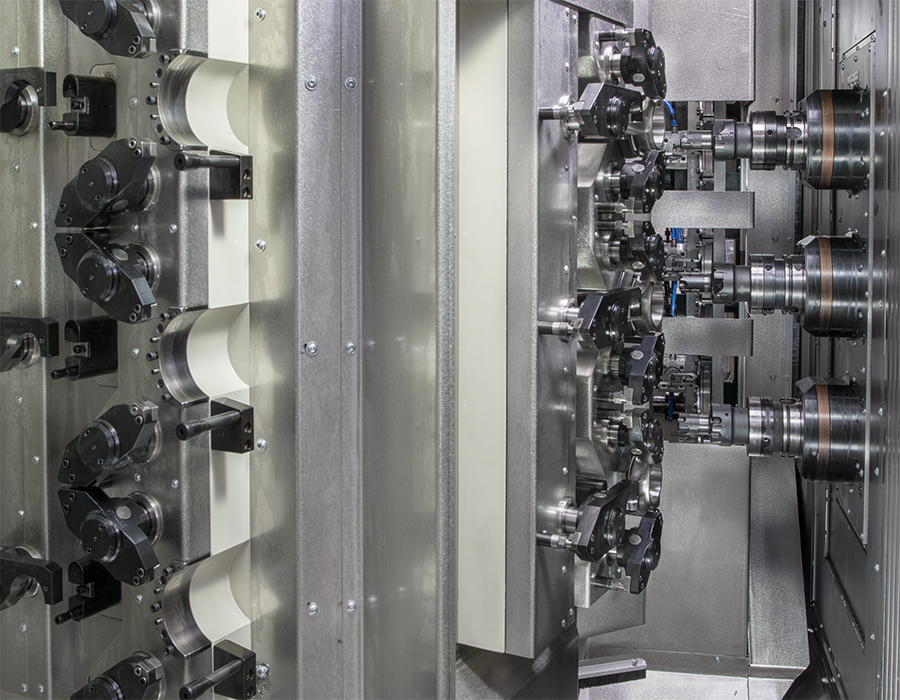
Hohe Produktivität durch Mehrspindelbearbeitung
Mehrspindelkonfigurationen ermöglichen die gleichzeitige Bearbeitung mehrerer Bauteile.
Dadurch werden Zykluszeiten, Platzbedarf und Automatisierungsaufwand reduziert und die Produktivität in mittleren und hohen Stückzahlen maximiert.
Modulare Architektur für flexible Bearbeitung
Xflex basiert auf einem modularen Konzept, das Bearbeitungs-, Spann- und Beladeeinheiten kombiniert.
Diese Architektur ermöglicht eine optimale Anpassung der Maschine an unterschiedliche Bauteile und Prozesse.
Flexible Produktionskonfigurationen
Verschiedene Beladekonzepte ermöglichen die Anpassung an unterschiedliche Produktionslayouts.
Dies gewährleistet ein effizientes Werkstückhandling und eine einfache Integration in bestehende Fertigungsumgebungen.

Machine architecture
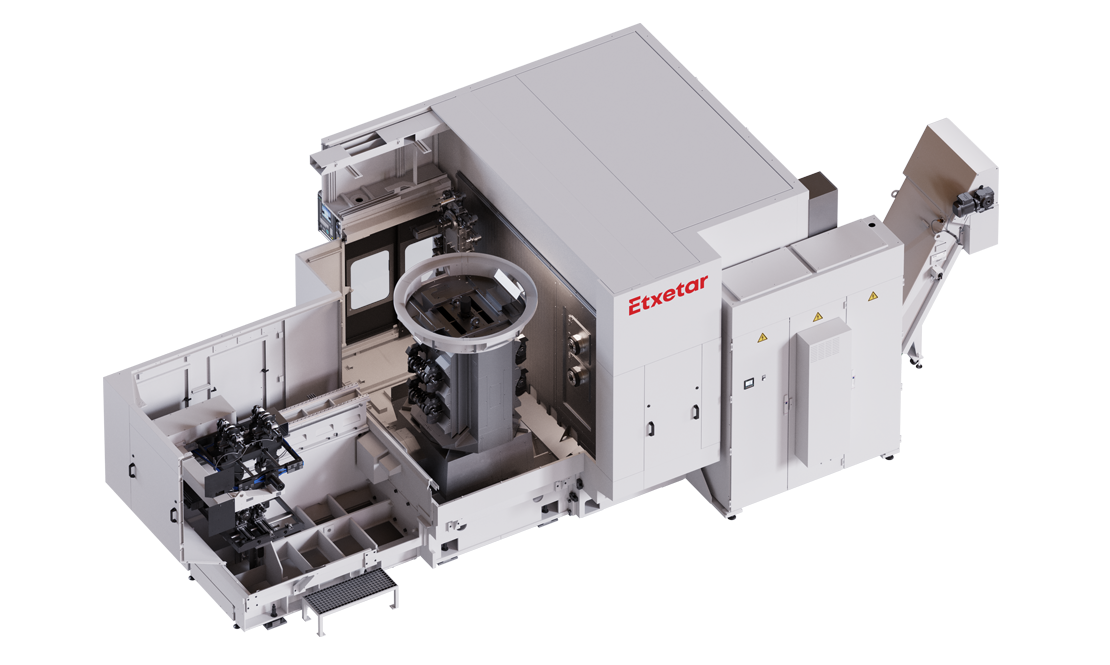
Diverse Spannvorrichtungen
- 1, 2, 3 oder 4 Teile pro Spannvorrichtungsseite.
- Begrenzt durch den Drehkreis der Welle und Toleranzen des Bearbeitungsprozesses.
- 1, 2 oder 4 Spannvorrichtungsseiten für Flexibilität oder Produktivität.
- Begrenzt durch die Größe der Teile
- Achsen: A / B / A+B NC-Bewegung in den unterschiedlichen Spannvorrichtungselementen als Option.
- Optional Spannvorrichtungen mit Nullpunktpositionierungs-Einstellmeister.
Bearbeitungseinheit
- 3-Achsen-Einheit (X/Y/Z). 1, 2, 3 oder 4 Spindeln.
- Begrenzt durch den Drehkreis der Welle und Toleranzen des Bearbeitungsprozesses.
- 1 oder 2 Einheiten, Stückzahl abhängig.
Be-/Entlade-Optionen
- Beladung über Gantry, über eines in die Maschinenkonstruktion integrierten Beladers.
- Beladung über Roboter Manuelle Beladung.
- Direkt in die Spannvorrichtung oder über eines in die Maschinenkonstruktion integrierten Beladers.
-
1 Diverse Spannvorrichtungen
- 1, 2, 3 oder 4 Teile pro Spannvorrichtungsseite.
- Begrenzt durch den Drehkreis der Welle und Toleranzen des Bearbeitungsprozesses.
- 1, 2 oder 4 Spannvorrichtungsseiten für Flexibilität oder Produktivität.
- Begrenzt durch die Größe der Teile
- Achsen: A / B / A+B NC-Bewegung in den unterschiedlichen Spannvorrichtungselementen als Option.
- Optional Spannvorrichtungen mit Nullpunktpositionierungs-Einstellmeister.
-
2 Bearbeitungseinheit
- 3-Achsen-Einheit (X/Y/Z). 1, 2, 3 oder 4 Spindeln.
- Begrenzt durch den Drehkreis der Welle und Toleranzen des Bearbeitungsprozesses.
- 1 oder 2 Einheiten, Stückzahl abhängig.
-
3 Be-/Entlade-Optionen
- Beladung über Gantry, über eines in die Maschinenkonstruktion integrierten Beladers.
- Beladung über Roboter Manuelle Beladung.
- Direkt in die Spannvorrichtung oder über eines in die Maschinenkonstruktion integrierten Beladers.
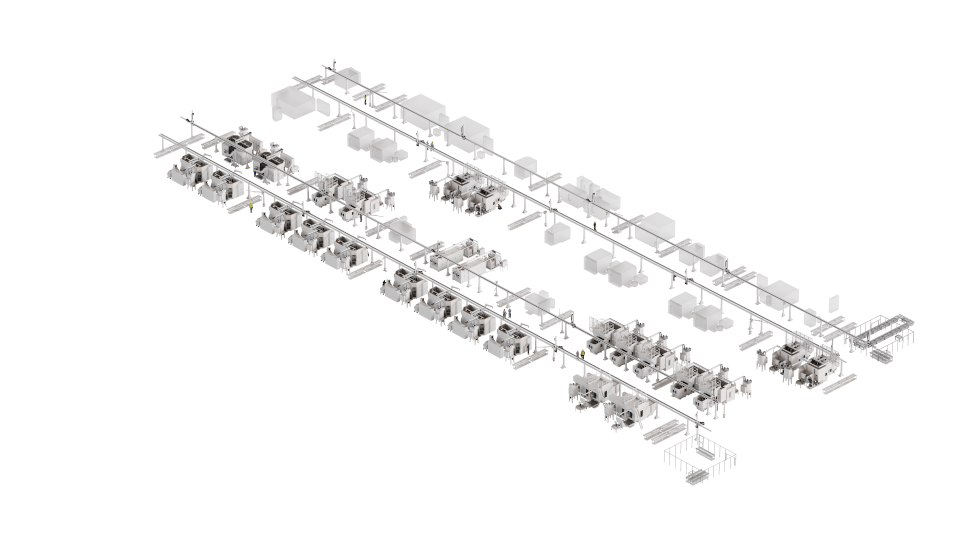
Turnkey integration ready
Xflex machines are designed for seamless integration into complete machining systems.
Their modular architecture enables adaptation to specific production requirements and system layouts, significantly reducing the total line floorspace and automation.
Gallery

Anwendungsübersicht

Kurbelwelle
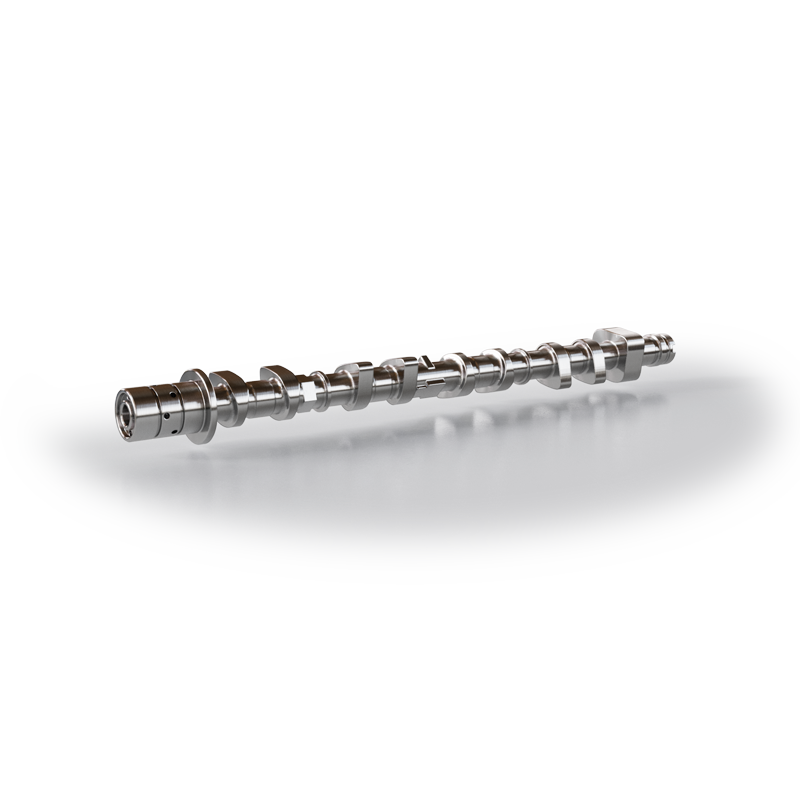
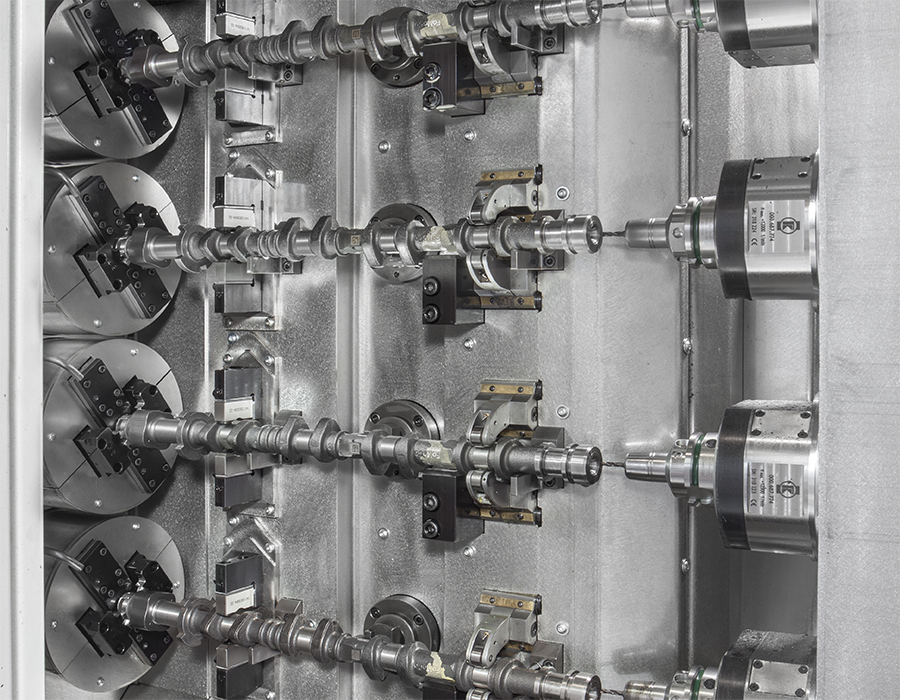
Nockenwelle

Pleuelstange

Antriebs- und Abtriebswelle

Rotorwelle
Zylinderblock/-kopf
Maschinen
varianten

Xflex MT
Multitasking-Bearbeitungskonfiguration, die Drehen, Verzahnungs-/Splinebearbeitung und Fräsen auf einer einzigen Plattform kombiniert und so Flexibilität maximiert und Rüstzeiten reduziert.

Xflex Duo
Konfiguration mit zwei gegenüberliegenden Bearbeitungseinheiten, die parallele Operationen ermöglicht, die Produktivität maximiert und den Platzbedarf reduziert.
Wir können Ihnen mit dem Fertigungsprozess von viele weiteren Anwendungen helfen
