

iR - oR - tR
Introduction
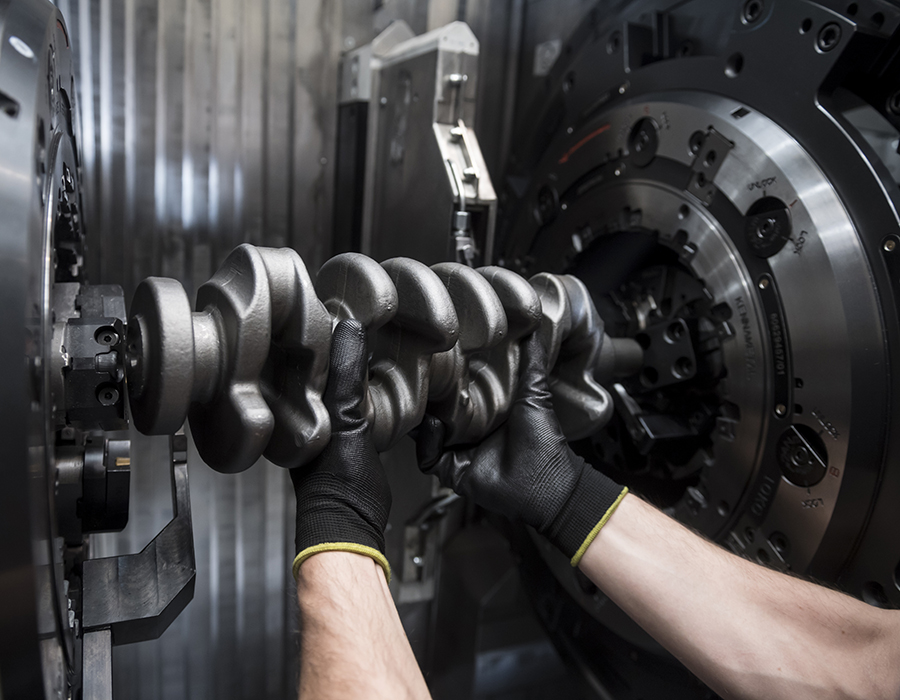
La série de machines iR a été développée grâce à un important savoir-faire en systèmes haute performance pour vilebrequins et arbres à cames en acier et en fonte.
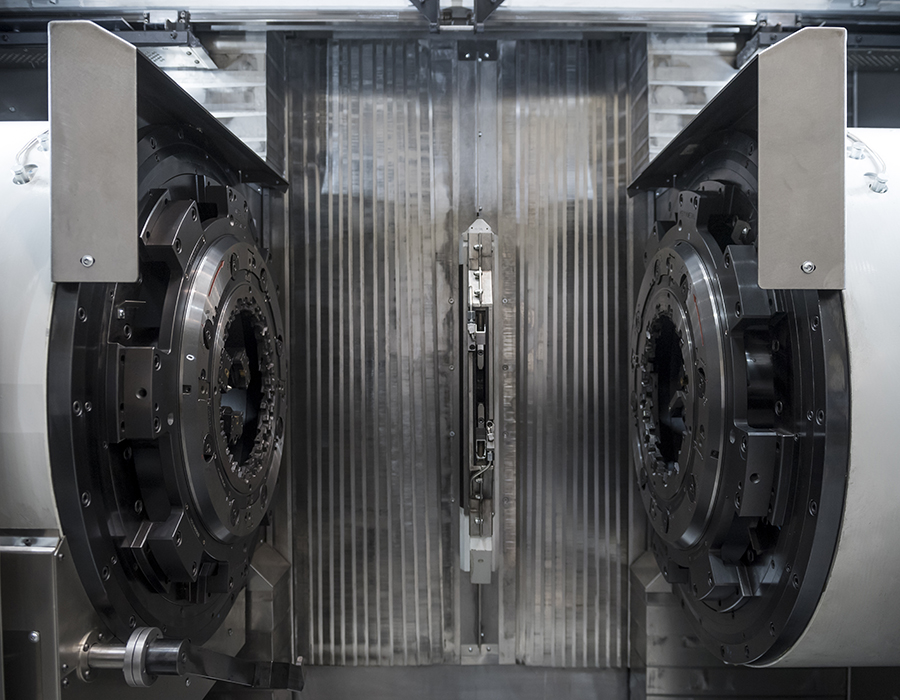
Basé sur une configuration de centre de fraisage et notre expérience avec la série Xflex, il est équipé de 2 broches glissantes commandés par CN, une lunette indépendante à CN et 2 broches d’outil de fraisage interne, offrant des capacités et une flexibilité supplémentaires. Grâce à sa modularité, elle est prête à être renouvelée en une fraiseuse externe ou une machine de tournage et tournage / brochage.
Notre configuration unique permet une plus grande rigidité de la machine, une meilleure évacuation des copeaux et un accès facile et sûr pour la maintenance.
- Haut niveau de modularité entre le fraisage Int/Ext et le TTB.
- 2 broches glissantes commandés par CN. Ressort électronique afin de contrôler la force entre les centres.
- Mandrins de serrage standard, mandrins à compensation automatique, centres fixes. Entièrement étanche et peu de maintenance.
- Rigidité maximale des broches de la pièce,grâce à la réduction de la longueur de la face du mandrin jusqu’au guidage.
- Plus grande rigidité des broches d’outil, en raison de roulements plus gros.
- Composants nécessitant peu de maintenance, comme les moteurs à entraînement direct pour les broches de pièces.
- Conception favorisant l’évacuation de copeaux.
- Conception ergonomique pour le changement d’outil et les activités de maintenance.
- Machine 9 axes: 7 axes linéaires sont fournis avec des échelles linéaires et 2 axes rotatifs sont équipés de codeurs angulaires directs.
- Pièces avec entraînement direct par les moteurs à couple.
- Entraînement des outils par les moteurs de broche principaux, avec réglage complet de la vitesse via enclenchement électronique.
- Centres fixes dans les deux mandrins sans glissement hydraulique ni accumulation de copeaux.
- Lunette indépendante avec commande CN.
- Contrôle de dépose de pièce et outils.
- Augmentation de la rigidité dans la configuration de la machine.
- RFID et surveillance sur les outils ID.
- Évacuation des copeaux sans obstacle conçue pour l’usinage avec MQL.
- Protection avant en acier inoxydable totalement étanche sans surface horizontale.
- Conception de lit en nid d'abeilles pour que les copeaux tombent directement sur le convoyeur.
Machine architecture

Unités d’usinage
- 2 unités à commande numérique (W1, W2).
- 1 lunette indépendante à commande numérique (W3).
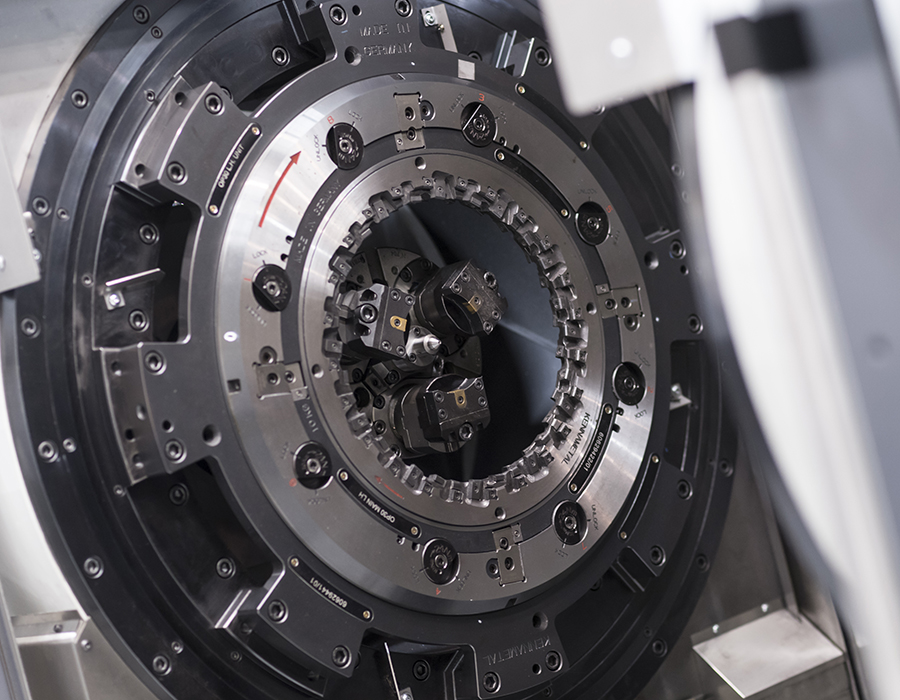
- 2 unités broches d’outil à commande numérique (Z1/X1, Z2/X2), équipées de broches de fraisage S1/S2.
- Réduction de la distance du porte à faux entre la face du mandrin et le palier avant et son guidage sur la colonne.
Prise de pièce
- 1 pièce par prise de pièce.
- Axes rotatifs: synchronisés C1 / C2.
- Pré-localisation de pièces: selon la géométrie des extrémités plateau et queue:
a) Pré-localisateurs rotatifs, fixés au mandrin.
b) Pré-localisateurs rétractables, pour mieux évacuer les copeaux.
Options
- Surveillance des outils D pour détecter la rupture de plaquettes individuelles.
- Surveillance des vibrations.
- Surveillance de la température de l’outil.
- Surveillance de la température des paliers principaux des broches.
- Surveillance de la température des moteurs couples.
-
1 Unités d’usinage
- 2 unités à commande numérique (W1, W2).
- 1 lunette indépendante à commande numérique (W3).
- 2 unités broches d’outil à commande numérique (Z1/X1, Z2/X2), équipées de broches de fraisage S1/S2.
- Réduction de la distance du porte à faux entre la face du mandrin et le palier avant et son guidage sur la colonne.
-
2 Prise de pièce
- 1 pièce par prise de pièce.
- Axes rotatifs: synchronisés C1 / C2.
- Pré-localisation de pièces: selon la géométrie des extrémités plateau et queue:
a) Pré-localisateurs rotatifs, fixés au mandrin.
b) Pré-localisateurs rétractables, pour mieux évacuer les copeaux.
-
3 Options
- Surveillance des outils D pour détecter la rupture de plaquettes individuelles.
- Surveillance des vibrations.
- Surveillance de la température de l’outil.
- Surveillance de la température des paliers principaux des broches.
- Surveillance de la température des moteurs couples.
Gallery


Applications
connexes

Vilebrequin
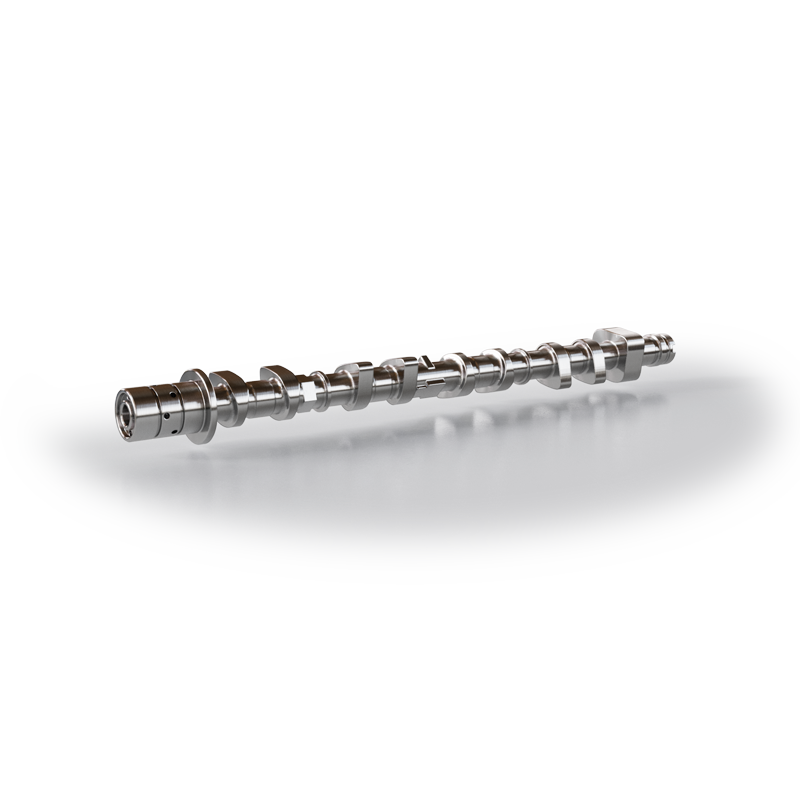
Arbre à cames
Produits
connexes

oR
Notre configuration de fraiseuse externe.

tR
Notre configuration de la machine de tournage ou tournage / brochage.
Nous pouvons vous aider avec le processus de fabrication de nombreuses autres applications
